捺染廃水特性分析
捺染廃水は水量が大きく、成分が複雑で、色度が高く、有機物濃度が高く、水質変動が大きい等の特徴がある。廃水には主に吸収されていない染料、スラリー、助剤及び生産過程で発生する酸アルカリ廃液、重金属イオンなどが含まれる。その中で、染料の種類は非常に多く、活性染料、直接染料、還元染料などを含み、それらの多くは抗光分解、抗酸化、抗生物分解の特性を持ち、捺染廃水処理の難度を増加させた。

捺染廃水処理原理
捺染廃水処理の核心は物理、化学、生物などの多種の手段を通じて、廃水中の有害物質を無害物質に除去または転化し、排出基準またはリサイクル要求を達成することにある。処理プロセスは主に前処理、生化学処理、深さ処理の3段階を含む。
前処理段階:主な目的は廃水中の懸濁物、大粒子不純物及び部分色度を除去し、後続の生物化学処理のために条件を創造することである。一般的な方法としては、グリッドろ過、池の均質平均量の調整、凝集沈殿、ガス浮上などが挙げられる。ここで、混合沈殿は混合剤を投入することにより廃水中の懸濁物及び一部のコロイド粒子をフロック沈殿させ、気泡浮遊は微小気泡を用いて懸濁物を付着させ、水面に浮上させて分離する。
生化学処理段階:微生物の代謝作用を利用して、廃水中の有機物を二酸化炭素、水及び微生物細胞体などの無害物質に転化する。微生物の好気性の有無によって、好気性処理と嫌気性処理の2つの種類に分けることができる。好気処理の常用技術には活性汚泥法、生物膜法(例えば生物接触酸化、曝気生物ろ過池など)があり、嫌気処理にはUASB(昇流式嫌気汚泥床)、IC(内循環嫌気反応器)などが含まれる。捺染廃水処理では、処理効率と効果を向上させるために好気−嫌気の組合せ技術を採用することが多い。
深さ処理段階:生物化学処理後も基準を達成することが困難な廃水指標(例えば色度、COD、SSなど)に対して、より高級な処理技術を用いてさらに浄化する。一般的な方法としては、吸着、酸化(例えばオゾン酸化、フェントン酸化)、膜分離(限外ろ過、ナノろ過、逆浸透)などが挙げられる。深さ処理は排水中の微量汚染物を効果的に除去し、出水水質がより厳格な排出基準または再利用要求を満たすことを確保することができる。
典型的なプロセスフロー
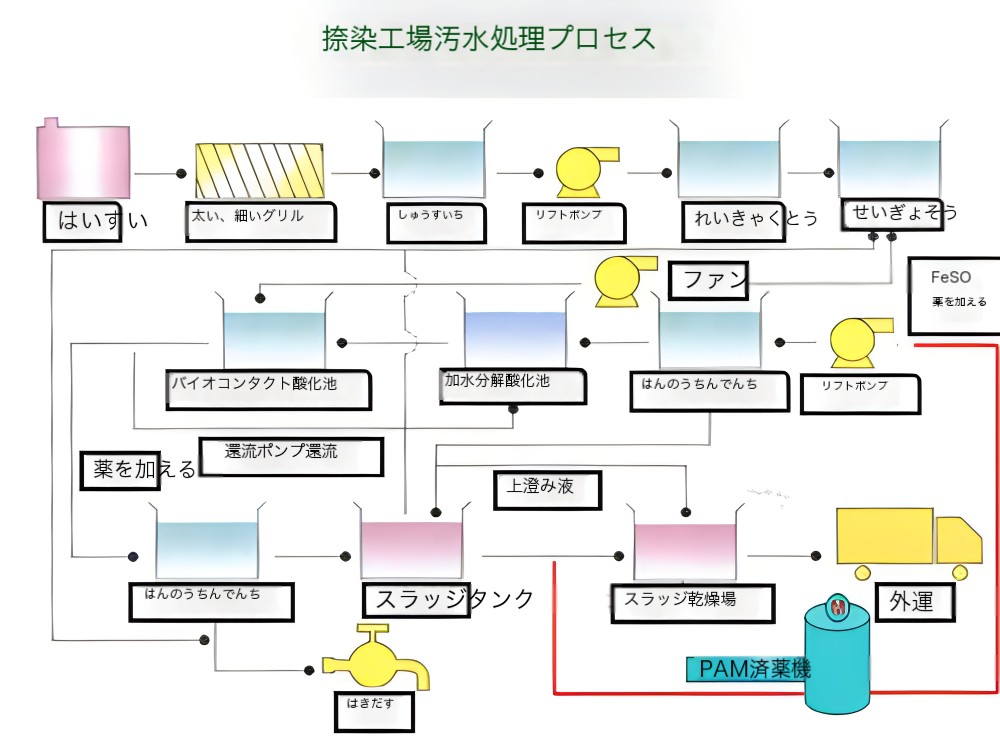
捺染廃水処理の典型的なプロセスフローには、通常、前処理→調整槽→凝集沈殿/浮上→嫌気処理→好気処理→沈殿槽→深さ処理→出水が含まれる。以下は各段階の詳細な説明である:
1、前処理:グリッドを通じて大塊浮遊物と固体雑物を除去し、後続処理設備の負荷と摩耗を減少する。
2、調節池:均質平均量、水質水量を安定させ、後続処理に良好な条件を提供する。
3、凝集沈殿・気体浮上:廃水中の懸濁物、コロイド及び部分色度を除去し、生物化学処理負荷を低減する。
4、嫌気処理:嫌気菌の分解作用を利用して、廃水中の高分子有機物を小分子有機物に分解し、同時にメタンガスを発生してエネルギーとして回収利用する。
5、好気性処理:十分な酸素条件下で、好気性菌は有機物をさらに二酸化炭素と水に分解し、汚染物の無害化を実現する。
6、沈殿池:好酸素処理過程で発生した生物汚泥を分離し、水を浄化する。
7、深さ処理:出水の水質要求に基づき、適切な深さ処理技術を選択し、出水が基準を達成したり再利用したりすることを確保する。
 ケーススタディ
ケーススタディ
ケース名称:【広州のある大手捺染企業の廃水処理アップグレード改造プロジェクト】
プロジェクトの背景:当該企業の既存廃水処理システムはすでに長年運行しており、処理能力の不足、出水水質の不安定などの問題に直面し、新たに改正された環境保護排出基準を満たすことができない。そこで、廃水処理システムの全面的なアップグレード改造を行うことにした。

改造内容:
前処理システムの最適化:高効率グリッドと細いグリッドを追加し、懸濁物の除去率を高める、凝集沈殿と空気浮遊の組み合わせプロセスを導入し、色度とSS除去効果を強化する。
生化学処理システムの拡張:既存の嫌気反応器と好気反応池を拡張し、IC+A/O(嫌気-酸欠-好気)組み合わせ技術を採用し、システム処理能力と処理効率を高める。
深さ処理システムの導入:オゾン酸化と活性炭吸着ユニットを増加し、難分解有機物と色度を深さで除去し、出水COD、色度などの指標が再利用水質基準に達することを確保する。
インテリジェント化制御システムの建設:廃水処理自動化制御システムを構築し、水質のオンラインモニタリング、インテリジェント投薬、設備の遠隔モニタリングなどの機能を実現し、運営管理レベルと応急応答能力を高める。
実装効果:
アップグレード改造後、廃水処理システムの処理能力は著しく向上し、企業が毎日発生するすべての捺染廃水を安定的に処理でき、排出する必要はない。
出水の水質は顕著に改善され、COD(化学的酸素要求量)の除去率は95%以上に向上し、色度の除去率は100%に近く、その他の指標、例えばアンモニア窒素、総リンなども現地の環境保護部門が規定した排出基準及び企業のリサイクル水質要求を達成或いは優越した。
経済効果と環境保護効果は共に豊作である。プロセスの最適化、処理効率の向上により、プロジェクトは薬剤消費とエネルギー消費を減少し、運営コストを削減した。同時に、廃水のゼロエミッションまたは低エミッションを実現し、環境圧力を効果的に軽減し、企業イメージを向上させ、企業の持続可能な発展のために堅固な基礎を築いた。
インテリジェント化制御システムの導入は、廃水処理場の自動化、情報化レベルを向上させるだけでなく、人工操作の強度を大幅に低下させ、人為的誤操作の可能性を減少させ、システム運行の安定性と信頼性を確保した。また、データ分析とアラート機能により、潜在的な問題をタイムリーに発見し、処理し、重大な事故の発生を回避することができます。