印染废水是加工棉、麻、化学纤维及其混纺产品为主的印染厂排出的废水。
印染废水水量较大,每印染加工1吨纺织品耗水100~200吨,其中80~90%成为废水。
纺织印染废水具有水量大、有机污染物含量高、碱性大、水质变化大等特点,属难处理的工业废水之一,
废水中含有染料、浆料、助剂、油剂、酸碱、纤维杂质、砂类物质、无机盐等。

一、印染废水特性分析
印染废水具有水量大、成分复杂、色度高、有机物浓度高、水质波动大等特点。废水中主要包含未被吸收的染料、浆料、助剂以及生产过程中产生的酸碱废液、重金属离子等。其中,染料种类繁多,包括活性染料、直接染料、还原染料等,它们大多具有抗光解、抗氧化、抗生物降解的特性,使得印染废水处理难度增加。

二、印染废水处理原理
印染废水处理的核心在于通过物理、化学、生物等多种手段,将废水中的有害物质去除或转化为无害物质,达到排放标准或回用要求。
处理过程主要包括预处理、生化处理和深度处理三个阶段。
1. 预处理阶段:
主要目的是去除废水中的悬浮物、大颗粒杂质及部分色度,为后续生化处理创造条件。常用方法包括格栅过滤、调节池均质均量、混凝沉淀、气浮等。
其中,混凝沉淀通过投加混凝剂使废水中的悬浮物及部分胶体颗粒形成絮体沉淀下来;气浮则是利用微小气泡将悬浮物粘附并上浮至水面分离。
2. 生化处理阶段:
利用微生物的代谢作用,将废水中的有机物转化为二氧化碳、水及微生物细胞体等无害物质。根据微生物需氧与否,可分为好氧处理和厌氧处理两大类。
好氧处理常用工艺有活性污泥法、生物膜法,如生物接触氧化、曝气生物滤池等,厌氧处理则包括UASB(升流式厌氧污泥床)、IC(内循环厌氧反应器)等。
印染废水处理中,往往采用好氧-厌氧组合工艺,以提高处理效率和效果。
3. 深度处理阶段:
针对生化处理后仍难以达标的废水指标(如色度、COD、SS等),采用更高级的处理技术进一步净化。常见方法包括吸附、氧化(如臭氧氧化、芬顿氧化)、
膜分离(超滤、纳滤、反渗透)等。深度处理能有效去除废水中的微量污染物,确保出水水质满足更严格的排放标准或回用要求。
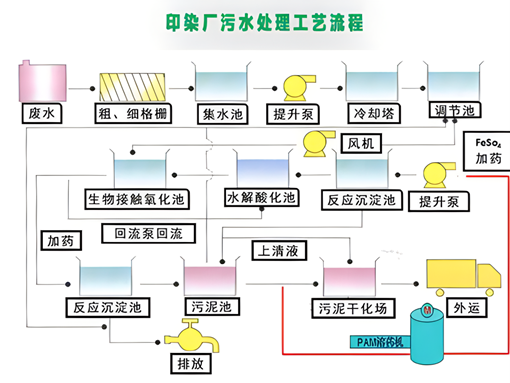
三、典型工艺流程
印染废水处理的典型工艺流程通常包括预处理→调节池→混凝沉淀/气浮→厌氧处理→好氧处理→沉淀池→深度处理→出水。
以下是对各环节的详细阐述:
1、预处理:通过格栅去除大块漂浮物和固体杂物,减少后续处理设备的负荷和磨损。
2、调节池:均质均量,稳定水质水量,为后续处理提供良好条件。
3、混凝沉淀/气浮:去除废水中的悬浮物、胶体及部分色度,降低生化处理负荷。
4、厌氧处理:利用厌氧菌的分解作用,将废水中的大分子有机物分解为小分子有机物,同时产生沼气作为能源回收利用。
5、好氧处理:在充足氧气条件下,好氧菌将有机物进一步分解为二氧化碳和水,实现污染物的无害化。
6、沉淀池:分离好氧处理过程中产生的生物污泥,净化出水。
7、深度处理:根据出水水质要求,选用合适的深度处理技术,确保出水达标或回用。
四、案例分析
案例名称:【广州某大型印染企业废水处理升级改造项目】
项目背景:
该企业原有废水处理系统已运行多年,面临处理能力不足、出水水质不稳定等问题,无法满足新修订的环保排放标准。因此,决定对废水处理系统进行全面升级改造。

改造内容:
1. 预处理系统优化:
新增高效格栅和细格栅,提高悬浮物去除率;引入混凝沉淀和气浮组合工艺,强化色度及SS去除效果。
2. 生化处理系统扩建:
扩建原有厌氧反应器和好氧反应池,采用IC+A/O(厌氧-缺氧-好氧)组合工艺,提高系统处理能力和处理效率。
3. 深度处理系统引入:
增加臭氧氧化和活性炭吸附单元,深度去除难降解有机物和色度,确保出水COD、色度等指标达到回用水质标准。
4. 智能化控制系统建设:
建立废水处理自动化控制系统,实现水质在线监测、智能投药、设备远程监控等功能,提高运营管理水平和应急响应能力。
实施效果:
1、 升级改造后,废水处理系统处理能力显著提升,能够稳定处理企业每日产生的全部印染废水,无需外排。
2、出水水质显著改善,COD(化学需氧量)去除率提高至95%以上,色度去除率接近100%,其他指标如氨氮、
总磷等也均达到或优于当地环保部门规定的排放标准及企业回用水质要求。
3、经济效益与环保效益双丰收。通过优化工艺、提高处理效率,项目减少了药剂消耗和能耗,降低了运营成本。同时,
实现废水零排放或低排放,有效减轻了环境压力,提升了企业形象,为企业的可持续发展奠定了坚实基础。
4、智能化控制系统的引入,不仅提升了废水处理厂的自动化、信息化水平,还大幅降低了人工操作强度,减少了人为
误操作的可能性,确保了系统运行的稳定性和可靠性。此外通过数据分析和预警功能,能够及时发现并处理潜在问题,
避免重大事故的发生。