工业空压机作为现代工业生产中不可或缺的关键设备,其性能与能效直接关系到企业的生产效率和运营成本。随着全球能源紧张与环保意识的提升,空压机节能改造工程逐渐成为企业节能减排、降本增效的重要途径。
近年来,空压机行业的节能改造显得尤为重要,尤其是螺杆式空压机,以其结构简单、体积小、噪音低、易损件少、单机压比大及显著的节能优势,逐步替代了传统的活塞压缩机,成为市场主流。然而,即便在高效能螺杆式空压机领域,仍存在巨大的节能潜力待挖掘。现在就我司在工业空压机节能改造工程领域的实际方案的原理、工艺流程、适用领域等,为相关企业提供参考与借鉴。
一、节能改造的必要性
1. 降低能耗:空压机的能耗占企业总能耗的较大比例,通过节能改造可有效降低能耗,减少生产成本。
2. 提高效率:优化空压机的运行参数和控制系统,提升压缩效率,保障生产连续性和稳定性。
3. 延长设备寿命:合理的节能改造措施能减少设备磨损,延长设备使用寿命,降低维修成本。
4. 环保减排:节能减排是响应国家环保政策、履行社会责任的重要举措,有助于提升企业社会形象。
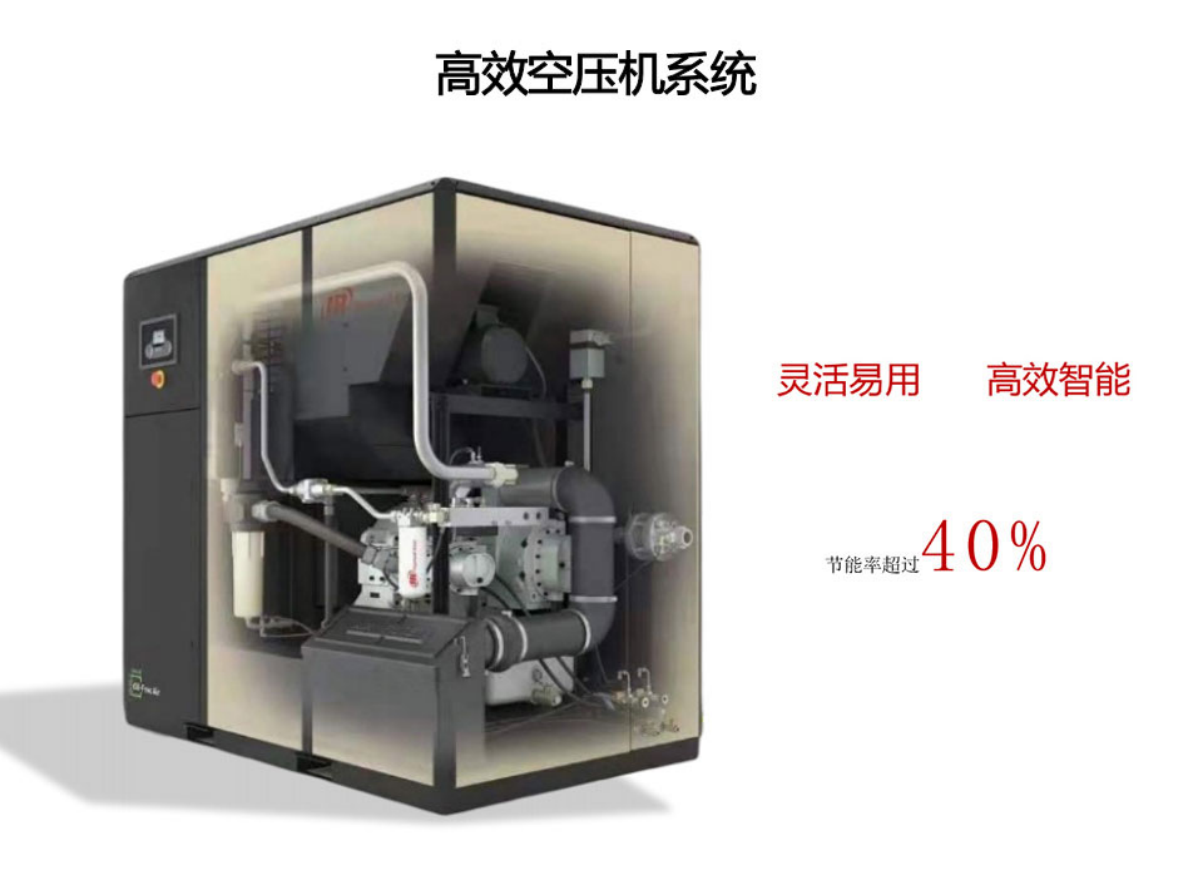
5.节约成本:
二、工作原理
工业空压机节能改造的核心在于提升设备的能源利用效率,主要通过以下几个方面实现:
1. 变频调速技术:通过变频器调节电机转速,使空压机能够根据实际需求自动调节产气量,
避免无谓的空载运行和加载卸载造成的能耗损失。变频调速技术能够显著降低空压机的能耗,提高能效比。
2. 余热回收技术:空压机在运行过程中会产生大量余热,通过余热回收系统可以将这些热能转换为热水、
蒸汽或用于其他工艺过程,实现能源的二次利用。
3. 优化冷却系统:改进空压机的冷却系统,提高冷却效率,降低冷却水或冷却风的消耗量,从而减少能耗。
4. 智能控制系统:采用先进的智能控制系统,实现对空压机运行的实时监测、数据分析和智能调控,
确保设备在最佳状态下运行,进一步提升能效。


三、工艺流程
工业空压机节能改造的工艺流程大致包括以下几个步骤:
1. 现场调研与评估:对现有空压机系统进行全面调研,包括设备型号、运行状况、能耗数据等,
评估节能改造的潜力和可行性。
2. 方案设计:根据现场调研结果,结合企业实际需求,制定详细的节能改造方案,包括变频调速系统的选型、
余热回收系统的设计、冷却系统的优化以及智能控制系统的配置等。
3. 施工安装:按照设计方案进行施工安装,包括电气系统改造、管道布置、控制系统集成等。
施工过程中需确保安全、高效,减少对生产的影响。
4. 调试与测试:改造完成后,进行系统的调试与测试,确保各项参数达到设计要求,设备运行稳定可靠。
5. 培训与维护:对操作人员进行培训,使其掌握新系统的操作方法和维护保养知识。
同时,建立定期维护机制,保障节能改造效果的持续发挥。

四、 适用领域
工业空压机节能改造工程广泛应用于多个领域,包括但不限于:
1. 机械制造:在机械制造行业中,空压机为各种气动工具和设备提供动力源,节能改造能够显著降低生产成本,
提高生产效率。
2. 化工和石化:化工和石化行业对压缩空气的需求量大,且对气体的纯度和压力要求较高。节能改造有助于减少能耗,
提高产品质量。
3. 矿山和冶金:矿山和冶金行业中的空压机主要用于矿石破碎、冶炼等工艺过程,节能改造对于降低企业运营成本、
提升市场竞争力具有重要意义。
4. 制冷与气体分离:在制冷与气体分离领域,空压机为制冷设备和气体分离装置提供动力源,
节能改造有助于提升系统的整体能效。
5. 纺织、食品与制药:这些行业对压缩空气的需求量大且要求稳定,节能改造能够确保供气质量,同时降低能耗成本。
6. 交通运输:在交通运输领域,空压机用于车辆的气动系统、轮胎充气等,节能改造有助于提升车辆的整体性能和
经济性。
五、 实施案例
某钢铁企业空压机节能改造项目
项目背景:
广东某大型钢铁企业拥有多台老旧活塞式空压机,能耗高、故障频发,严重影响生产效率和成本控制。
为响应国家节能减排号召,企业决定对空压机系统进行节能改造。

改造方案:
- 拆除原有活塞式空压机,更换为高效螺杆式空压机。
- 引入变频调速系统,实现空压机按需供气,避免无谓的能耗损失。
- 实施管道优化,减少气体输送过程中的压力损失和泄漏。
- 集成智能控制系统,实时监测空压机的运行状态和能耗数据,通过数据分析优化运行参数,进一步提升能效。
实施效果:
- 节能效果显著,改造后空压机系统的综合能耗降低了约30%,为企业年节省电费数百万元。
- 设备故障率大幅下降,维护成本显著降低,提高了生产稳定性和可靠性。
- 改善了工作环境,螺杆式空压机噪音低,减少了噪音污染,提升了员工的工作舒适度。